- WhatsApp/Viber +886 928 477 076
- RU
- /
- 🚀
- RU
- /
- 🚀
- Новинки оборудования
- Саморезы под ключ
- Сырьё под ключ
- Саморезы и гвозди в ленте
- Заклёпка вытяжная
- Микровинты и детали
- Автомобильный крепёж
- Станки с пробегом Б\У
- Станки под ключ
- Оснастка по чертежам
- Поиск производителей
- Шеф-монтаж
- Доставка грузов
- Кредитование закупок
- Новинки оборудования
- Саморезы под ключ
- Сырьё под ключ
- Саморезы и гвозди в ленте
- Заклёпка вытяжная
- Микровинты и детали
- Автомобильный крепёж
- Станки с пробегом Б\У
- Станки под ключ
- Оснастка по чертежам
- Поиск производителей
- Шеф-монтаж
- Доставка грузов
- Кредитование закупок
Product Detail
СТАНОК ДЛЯ ФОРМИРОВАНИЯ СВЕРЛА У САМОРЕЗОВ
.jpg)


.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
- Item Number: 185151
- Product Category: ВЫСАДОЧНОЕ ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА БОЛТОВ, САМОРЕЗОВ И СПЕЦИАЛЬНЫХ ДЕТАЛЕЙ
Описание
- Станок для формирования сверла у саморезов применителен для формирования сверла (бура) у саморезов по металлу диаметром 2.4 - 12 мм, длиной 9.5 - 400 мм. Производительность: 600 шт/мин.
- Подходит для производства сверла у саморезов из углеродистой и нержавеющей стали.
- Напряжение: 380В; 50Гц.
- Код (коды) ТН ВЭД ЕАЭС: 8462 992 00 9.
Full Description
Поставщик: SOLAR BEAR ENGINEERING CO., LTD.
Страна происхождения: Тайвань 
Особенности
ПРИМЕР ПРОИЗВОДСТВЕННОГО УЧАСТКА

ОСОБЕННОСТИ ОБОРУДОВАНИЯ
- станина цельнолитая из легированной стали Hitachi SKD11 (Япония);
- сталь деталей станков производства Япония;
- датчики, используемые в оборудовании, производства Япония;
- оборудование устанавливается на регуляторы с резиновыми шайбами;
- формовочные станки управляются автоматической системой контроля позволяющей автоматически отслеживать изношенный или неправильно установленный инструмент;
- смена инструмента для высадочного станка производится менее чем за 30 минут, смена инструмента резьбонакатного станка производится за 15 минут;
- дизайн конструкции станков позволяет производить замену частей станков без полного открытия и разборки механизмов станков.
Характеристики
КОМПЛЕКТАЦИЯ СТАНКА ДЛЯ ФОРМИРОВАНИЯ СВЕРЛА
- защитный кожух (шумозащита в соответствии с нормами СЕ);
- защитный кожух покрывает все двигающиеся части станков в соответствии с требованиями СЕ;
- возможность одиночного/двойного обжатия сверла;
- защита двигателя от перегрузок (при помощи термореле и термодатчиков);
- электронный счетчик готовых изделий;
- система смазки инструмента (выполнена прямоточной под давлением при помощи электронасоса, оборудована фильтрами грубой и тонкой очистки);
- отключение привода при отсутствии заготовок;
- станочный светильник;
- разъем для возможности подключения модема для дистанционного обслуживания;
- инвертор;
- ПЛК (программируемый логический контроллер) + панель HMI;
- пневматическая муфта с тормозом;
- один комплект инструмента на один профиль продукции;
- инструкция по эксплуатации на русском языке.
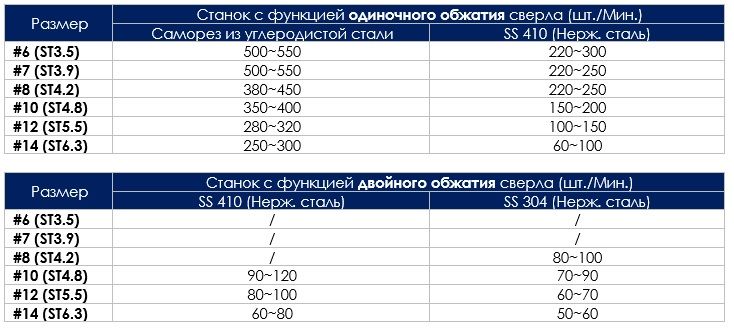
ПРОИЗВОДИТЕЛЬНОСТЬ СТАНКА ДЛЯ ФОРМИРОВАНИЯ СВЕРЛА У ВИНТОВ САМОСВЕРЛЯЩИХ (ТОЛЬКО ДЛЯ СПРАВКИ)
Следующие параметры применительны для винтов самосверлящих разных размеров. Производительность станка зависит от точности настройки подачи изделий из вибрационной чаши, чтобы исключить потери по производительности в случае отсутсвия заготовок при подаче (в данном случае подачей пренебрегают).
Производительность станка для формирования сверла №1, №2 и №3
Производительность станка для формирования длинного сверла №4, №5 и №6
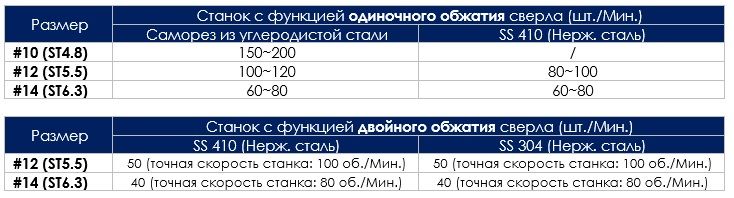
- Приведенные выше данные приведены только для справки. На самом деле, твердость партии проволоки (заготовок отштампованных изделий) также следует учитывать при регулировке скорости. То есть фактическая скорость формирования сверла будет зависеть от диаметра заготовки, материала заготовки и его твердости, номера сверла и регулировки подачи из вибрационной чаши.
- Что касается длинных винтов (обычно для винтов длиной 100 мм и выше) или некоторых винтов со специальной головкой, из-за сложности регулировки подачи скорость производства будет намного ниже, чем скорость, указанная в таблицах выше. Следовательно, другими словами, пользователь может получить лучшую производительность, если он умеет правильно регулировать подачу для более длинных или специальных винтов.
Спецификация
| Модель | PM-100 | PM-200 |
| Диаметр, мм | 2.8-4.8 | 2.4-5.4 |
| Длина, мм | 9-100 | 9.5-200 |
| Номер сверла | 1-3 | 1-6 |
| Производительность, шт/мин. | 100-600 | 100-600 |
| Двигатель | 3.7 кВт/6 фаз | 5.5 кВт/6 фаз 7.5 кВт/6 фаз |
| Контроллер скорости | Инвертор (Infinite) | Инвертор (Infinite) |
| Контроллер оборудования | ПЛК, тормозная система с пневматической муфтой | ПЛК, тормозная система с пневматической муфтой |
| Механизм подачи заготовки | Вибрационная чаша диаметром 620 мм |
Вибрационная чаша диаметром 620/720/850 мм |
| Габариты оборудования, мм | 1600 х 1900 х 1650 | 1650 х 2250 х 1800 |
| Габариты оборудования в упаковке, мм | 1750 х 2050 х 1850 | 1800 х 2350 х 2000 |
| Вес-нетто, кг | 2100 | 2400 |
| Вес-брутто, кг | 2400 | 2700 |
Оборудование для формирования сверла у саморезов большого диаметра и длины
| Модель | PM-210S | PM-W |
| Диаметр, мм | 2.4-7.2 (углеродистая сталь) 2.4-6.0 (нерж. сталь) |
2.8-10.0 (углеродистая сталь) 2.8-8.0 (нерж. сталь) |
| Длина, мм | 9.5-210 | 12-400 |
| Номер сверла | 1-6 | 1-8 |
| Производительность, шт/мин. | 50-300 (одиночное обжатие) 25-150 (двойное обжатие) |
50-300 (одиночное обжатие) 25-150 (двойное обжатие) |
| Двигатель | 11 кВт/6 фаз | 20 кВт/6 фаз |
| Контроллер скорости | Инвертор (Infinite) | Инвертор (Infinite) |
| Контроллер оборудования | ПЛК, тормозная система с пневматической муфтой | ПЛК, тормозная система с пневматической муфтой |
| Механизм подачи заготовки | Вибрационная чаша диаметром 850 мм |
Вибрационная чаша диаметром 1000/1200/1500 мм |
| Габариты оборудования, мм | 1800 х 2400 х 1850 | 2300 x 3000 x 2000 |
| Габариты оборудования в упаковке, мм | 1950 х 2550 х 2050 | 2450 x 3150 x 2200 |
| Вес-нетто, кг | 2850 | 5350 |
| Вес-брутто, кг | 3250 | 5850 |
Технология
После высадки головки полуфабрикаты подлежащие формированию сверла загружаются в бункер, который ориентирует заготовки головкой вверх, перемещая их по направляющим линейкам в зону обработки. Там их поочередно подхватывает поворотный механизм и переносит в рабочую зону в которой смонтированы обжимные ножи, которые при одновременном обжатии конца заготовки формируют сверло. Образовавшийся после обжатия облой металла в дальнейшем удаляется во время накатывания резьбы на саморез. В процессе обслуживания оборудования технологический персонал обязан проводить профилактические работы по очистке, смазке и регулировке оборудования в соответствии с технологическим регламентом эксплуатации данного оборудования.
ЗАГРУЗОЧНАЯ ПЛАТФОРМА ДЛЯ ПОДАЧИ ОТШТАМПОВАННОЙ ЗАГОТОВКИ НА СТАНОК (ОПЦИЯ)

ОСНАСТКА АВТОМАТОВ ДЛЯ ФОРМИРОВАНИЯ СВЕРЛА
Держатель матрицы типа-МА

Держатель матрицы типа-МВ

Держатель матрицы типа-МС

Держатель матрицы + матрица

Поворотный диск (тонкий + толстый)

КОМПЛЕКТУЮЩИЕ КАТЕГОРИИ
ИНСТРУМЕНТ ДЛЯ ФОРМИРОВАНИЯ СВЕРЛА У САМОРЕЗОВ
АВТОМАТЫ ДЛЯ ВЫСАДКИ САМОРЕЗОВ, ВИНТОВ И ШУРУПОВ
АВТОМАТЫ ДЛЯ НАКАТКИ РЕЗЬБЫ НА ШУРУПЫ И САМОРЕЗЫ
АВТОМАТ ДЛЯ СБОРКИ КРОВЕЛЬНЫХ САМОРЕЗОВ
УПЛОТНИТЕЛЬНЫЕ ШАЙБЫ ИЗ ЭЛАСТОМЕРА EPDM
СТАНКИ ДЛЯ ЗАТОЧКИ МЕТЧИКОВ, СВЁРЛ И ЗЕНКОВОК
Видео-презентация оборудования, инструмента и оснастки из Тайваня
Other Descriptions
- ОТПРАВИТЬ ЗАПРОС
info@solarbear.tw - Карта сайта
Copyright © 2018-2024 SOLAR BEAR ENGINEERING CO., LTD ИНН 55861024.
8F-1, No. 259, Section 1, Fuxing South Road, Daan District, Taipei City 10665, Taiwan
Тел: +886-928-477-076, WeChat: +886-920-747-857, эл. почта: info@solarbear.tw
Станки, метизное оборудование, инструмент из Тайваня для производства крепежа и калиброванного металлопроката.