- WhatsApp/Viber +886 928 477 076
- RU
- /
- 🚀
- RU
- /
- 🚀
- Новинки оборудования
- Саморезы под ключ
- Сырьё под ключ
- Саморезы и гвозди в ленте
- Заклёпка вытяжная
- Микровинты и детали
- Автомобильный крепёж
- Станки с пробегом Б\У
- Станки под ключ
- Оснастка по чертежам
- Поиск производителей
- Шеф-монтаж
- Доставка грузов
- Кредитование закупок
- Новинки оборудования
- Саморезы под ключ
- Сырьё под ключ
- Саморезы и гвозди в ленте
- Заклёпка вытяжная
- Микровинты и детали
- Автомобильный крепёж
- Станки с пробегом Б\У
- Станки под ключ
- Оснастка по чертежам
- Поиск производителей
- Шеф-монтаж
- Доставка грузов
- Кредитование закупок
Product Detail
ОБОРУДОВАНИЕ ДЛЯ ВЫСАДКИ СПЕЦИАЛЬНЫХ ДЕТАЛЕЙ

.jpg)
.jpg)
- Item Number: 187677
- Product Category: ВЫСАДОЧНОЕ ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА БОЛТОВ, САМОРЕЗОВ И СПЕЦИАЛЬНЫХ ДЕТАЛЕЙ
Описание
- 5-ти, 6-ти и 7-позиционные холодновысадочные автоматы серии YBP и YDP/YPL предназначены для высадки специальных стержневых деталей из различных марок сталей - углеродистая сталь, легированная сталь, нержавеющая сталь, титановые сплавы и др.
- Код (коды) ТНВЭД ЕАЭС: 8462 99 800 2.
Full Description
Поставщик: SOLAR BEAR ENGINEERING CO., LTD.
Страна происхождения: Тайвань 
Особенности
Более широкие технологические возможности многопозиционных автоматов обусловлены чередованием различных технологических операций (высадка, редуцирование, прямое, обратное или комбинированное выдавливание, обрезка по контуру, гибка, чеканка и т.д.), сконцентрированных в одном автомате. Многопозиционные автоматы исполняются с числом формообразующих позиций (пуансонов и матриц): три, четыре, пять, шесть, семь и более.

ПОДАЧА ПРОВОЛОКИ
- Механизм подачи проволоки – роликовая подача – использует храповую стопорную собачку с автоматическим подъёмом для обратного хода, а также включает в себя систему настройки длины подачи проволоки соединённые вместе с тормозным устройством с целью избежания проблем с отводом проволоки назад. Механизм подачи для станков контролируется ПЛК (программным логическим контроллером).
- Стандартный механизм отрезания заготовки. Нож закрытого типа (опция).
- Длина заготовки настраивается с помощью маховика с цифровым индикатором (опция).
- Настройка положения упора с помощью цифрового контроля шагового двигателя (опция).
- Обрезная матрица установлена на последней станции. Ход выталкивателя обрезной матрицы может быть отрегулирован с помощью настройки кулачка выталкивателя маховиком с цифровой индикации или с помощью цифрового контроллера (опция).
МЕХАНИЗМ ЗАХВАТА И ПЕРЕДАЧИ ЗАГОТОВКИ
- Система перемещения и захвата пружинного типа использует колебательные движения, обеспечивает стабильную и точную передачу заготовки на каждую высадочную станцию. Пневматический цилиндр (опция) используется для поддержания стабильности усилия захвата.
- Станки для высадки специальных деталей оборудованы поворотной на 180° системой перемещения и захвата болтов и гаек каcсетного типа.
- Передаточный вал контролирует перемещение взад-вперёд вала системы перемещения деталей, а также открытие захвата деталей и время захвата.
- Станок имеет количество захватов на один больше (опция), чем в стандартном исполнении для более плавного перемещения детали в конвейер готовой продукции. Это позволяет избежать поверхностных царапин продукции при падении с большой высоты.
СИСТЕМА ВЫТАЛКИВАНИЯ ИЗ МАТРИЦ И ПУАНСОНОВ
- Механизм выталкивания из матриц изготовлен из стали марки SKD11 с твёрдостью HRC 58. Ход каждого выталкивателя матрицы регулируется ходом поворотного рычага на каждой станции. Переднее положение механизма выталкивателя матрицы остаётся неизменным после настройки.
- Отрегулированный механизм выталкивателя пуансона с защитой от перегрузок извлекает заготовку из пуансона в момент перемещения главного ползуна из передней мёртвой точки. Система защиты от перегрузок механизма выталкивателя пуансона выключает станок при малейших неисправностях в работе.
- Устройство цифрового контроля применяется для шагового двигателя с редуктором для более точного позиционирования механизмов даже при условии недостатка свободного пространства.
- Полуавтоматическая система цифровой настройки положения втулки матрицы (опция) создана в целях экономии электроэнергии, времени настройки и удобства эксплуатации.
БЫСТРАЯ СМЕНА ИНСТРУМЕНТА
Система быстрой смены инструмента снабжена сенсорной панелью. Система цифрового контроля позволяет обновлять ПО с помощью USB, а также изменять параметры настройки. Модуль инструментальной оснастки легко монтируется и демонтируется (опция). Для смены инструментальной оснастки для производства различных видов продукции или при необходимости замены матриц или пуансонов внутри станка, оператор станка может использовать кран-балку для демонтажа инструментального модуля и заменить его на подготовленный новый модуль с другим инструментом, что позволяет значительно сократить трудозатраты, гарантировать безопасность персонала и удобство эксплуатации. Данная опция также применима для производства большего разнообразия продукции в малых количествах (данная система устанавливается при желании клиента, инструмент может быть приобретён отдельно). Система применима для производства продукции размером более M20.
Характеристики
УЗЕЛ ПОДАЧИ ПРОВОЛОКИ
Размоточное устройство на вращающейся платформе – неприводное или приводное. Двухплоскостное рихтовочное устройство, состоящее из двух групп неприводных роликов: первая горизонтальная группа 5 роликов (2+3); вторая вертикальная группа 4 ролика (2+2). Регулировка положения роликов индивидуальная, вручную. Подающие ролики – служат для подачи проволоки в отрезной блок с функцией возврата проволоки и усилием для корректировки движения толкающего штифта вперед/назад. Регулировка стопорного механизма и механизма длины выталкивания производится маховиком вручную. Перемещение подачи регулируется серводвигателем и кнопками управления. Отрезной нож закрытого типа. В комплекте поставляется модуль для быстрой смены отрезной матрицы и ножа.
УЗЕЛ ВЫСАДКИ
Пневматический механизм передачи заготовки обеспечивает высокоскоростной и стабильный процесс высадки. Система оборудована набором пальцев с пружинами, которые поднимаются от станины станка и поддерживают короткую часть детали между стержнем выталкивателя и пальцем, чтобы деталь не проскальзывала через пальцы. Дополнительный механизм переноса входит в комплект поставки для ускорения перенастройки станка на другой типоразмер. Механизм передачи заготовок поворачивается на 180° градусов для упрощения процесса перенастройки.
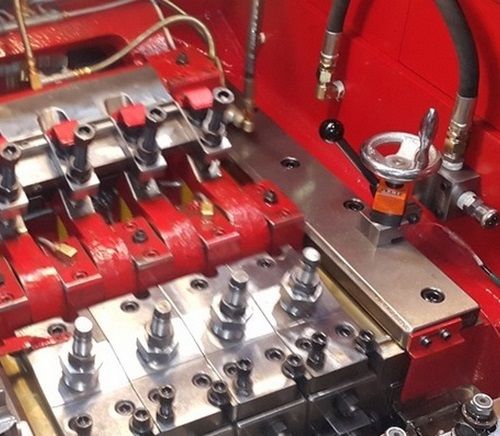
Матричный блок - подпружиненные выталкиватели на каждой позиции матриц. Система возврата выталкивателя устройства снабжена пружиной, возвращающей выталкиватель назад после окончания цикла. Станина оснащена мерной шкалой для настройки механизма выталкивания матриц. Регулировщик длины выталкивания с ручным управлением. Индивидуально настраиваемый кулачок выталкивателя на последней (4ой) позиции матричного блока. Система блоковой замены инструментов матричного блока. Дополнительный матричный блок входит в комплект поставки для ускорения перенастройки станка на другой типоразмер. Система быстрой смены инструмента позволяет оператору задать последовательность действий для инструментов и помещать готовые компоненты в станок при помощи подающего рычага с возможностью точной юстировки.
Пуансонный блок - подпружиненные выталкиватели на каждой позиции пуансонов. Система возврата выталкивателя устройства снабжена пружиной, возвращающей выталкиватель назад после окончания цикла. Станина оснащена мерной шкалой для настройки механизма выталкивания. Регулировщик длины выталкивания с ручным управлением. Система быстрой смены инструмента позволяет оператору задать последовательность действий для инструментов и помещать готовые компоненты в станок при помощи подающего рычага с возможностью точной юстировки.
КОМПЛЕКТУЮЩИЕ КОМПОНЕНТЫ ХОЛОДНОВЫСАДОЧНОГО ОБОРУДОВАНИЯ
- Система подачи смазочно-охлаждающей жидкости в рабочую зону. Масляный фильтр центробежный.
- Система централизованной смазки узлов оборудования.
- Система удаления масляных паров из рабочей зоны станка.
- Комплект высадочного инструмента.
- Система обнаружения неисправностей, контроля и диагностики, включает:
датчик недостаточного давления воздуха;
датчик контроля высадочного усилия;
концевые датчики открытия защитных кожухов;
детектор ошибок подачи заготовки;
детектор отсутствия заготовки;
детектор неисправности цепи;
датчик неисправности выталкивателя пуансона;
датчик перегрузки двигателей;
датчик уровня масла;
датчик неисправности пневматической муфты;
датчик неисправности пневматической муфты с ручным управлением;
датчик неисправности инвертора;
установка для мониторинга по значениям сил. - Подвод энергоресурсов включает сжатый воздух - давление 500÷700 кПа (очищенный), от компрессора. Подвод сжатого воздуха обеспечивается Заказчиком.
 |
 |
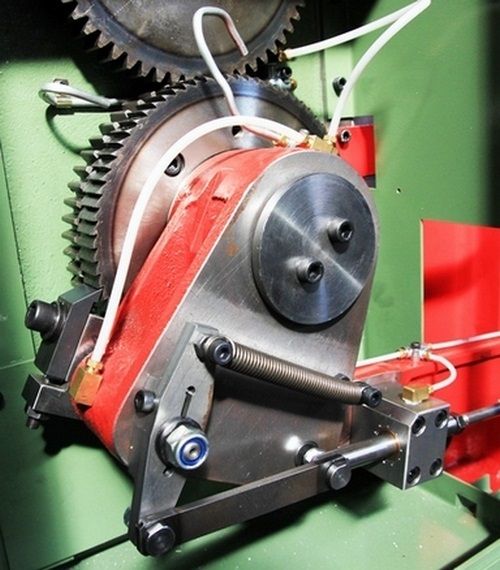
| Задний вал обеспечивает более высокую мощность передачи, применяется для больших моделей холодновысадочных прессов. | Пневматическая муфта сцепления сохраняет мощность маховика пресса в режиме толчковой подачи (опция). |
 |
 |
| Подача заготовки контролируемая сервоприводом для очень точной подачи заготовки с микро допусками по длине (опция). | Подача заготовки контролируемая зубчатым колесом (стандарт). |
 |
 |
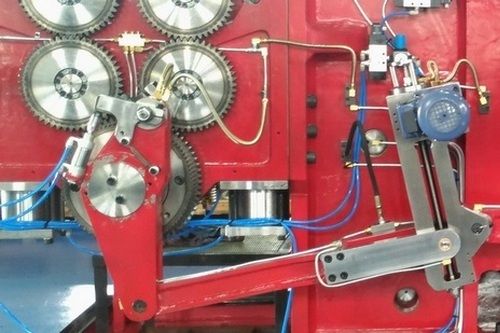
| Пружинный механизм передачи заготовки для быстрого и надёжного захвата заготовки (применяется для малых моделий оборудования). | Пневматический механизм передачи заготовки для надёжного зажима и стабильного переноса заготовки. |
 |
 |
| Узел сопряжения работы кулачков обеспечивает стабильное перемещение отштампованной заготовки при работе пресса на больших скоростях. | Асинхронный шестичтупенчатый двигатель с переключением числа полюсов (стандарт). |
 |
 |
| Главный ползун пуансонного блока с рукавом со втулками скольжения изготовлен из чугуна с шаровидным графитом (JIS FCD 60) обеспечивает высокую стабильность и точное перемещение. Пуансонный блок изготовлен из стали марки SKD11. | Маховик с цифровым индикатором для перемещения высадочного ползуна позволяет машине работать в режиме точной настройки и помогает менять/регулировать инструмент или тестировать отштампованные заготовки изделий. |
 |
 |
| Система выталкивания из пуансонов и матриц контролируемая сервоприводом для легкой и точной регулировки. С сенсорной панелью HMI значительно упрощает настройку инструмента и контроль текущего положения и длины заготовки на каждой высадочной позиции (опция). | Маховик с цифровым индикатором для контроля длины выталкивания из матриц экономит время во время переналадки инструмента и станочной оснастки. |
 |
 |
| Маховик для быстрой настройки положения упора с ручным управлением. | Упор для настройки длины отрезаемой заготовки. |
 |
 |
| Регулируемый механизм выталкивания из пуансонов позволяет индивидуально увеличивать длину выталкивания из пуансонов и настраивать время выталкивания, а также упрощает настройку инструмента для производства большего ассортимента крепежной продукции. | Цифровой контроль длины подачи для более простой и быстрой регулировки длины подачи (опция). |
 |
 |
| Моторизированный правильно-затяжной узел (опция). | Правильно-подающий механизм горизонтального типа для бухты проволоки диаметром от 15 мм и больше. |
Спецификация
5-ПОЗИЦИОННЫЙ ХОЛОДНОВЫСАДОЧНЫЙ АВТОМАТ ДЛЯ ПРОИЗВОДСТВА БОЛТОВЫХ ДЕТАЛЕЙ / С ДЛИННЫМ ХОДОМ

6-ПОЗИЦИОННЫЙ ХОЛОДНОВЫСАДОЧНЫЙ АВТОМАТ ДЛЯ ПРОИЗВОДСТВА БОЛТОВЫХ ДЕТАЛЕЙ / С ДЛИННЫМ ХОДОМ

7-ПОЗИЦИОННЫЙ ХОЛОДНОВЫСАДОЧНЫЙ АВТОМАТ ДЛЯ ПРОИЗВОДСТВА БОЛТОВЫХ ДЕТАЛЕЙ / С ДЛИННЫМ ХОДОМ

Технология
Моток калиброванного металла с помощью кран-балки устанавливается на размоточное устройство и кусачками освобождается от вязок. Конец калиброванного металла выпрямляется и заправляется в подающие ролики холодновысадочного автомата. Из калиброванного металла на холодновысадочных станках производится высадка заготовок болтов. Технологический инструмент для штамповки болтов разделяется на инструмент матричного блока и инструмент пуансонной головки. Матричный блок служит для крепления отрезной и высадочных матриц и устанавливается в специальный проем станины пресса. Инструмент сборного матричного блока включает матрицы, матрицедержатели, проставки, опорные втулки, выталкиватели. Крепление матрицедержателей в блоке производится винтами в боковые скосы и специальными крышками. Регулировка матриц не предусматривается, а их соосность с пуансонами достигается путем регулировки пуансонодержателей и пуансонов, установленных в пуансонной головке. Пуансонная головка крепится к ползуну специально предусмотренными винтами и допускает регулировку в горизонтальной и вертикальной плоскостях; регулировка зазора между матрицей и пуансоном производится клином в переднем крайнем положении ползуна. От точности установки и регулировки инструмента зависит качество высаживаемых болтов и стойкость инструмента. Установка инструмента производится в определенной последовательности. В качестве технологической смазки может применяться индустриальное масло И-20А, либо другие виды смазок, обеспечивающие необходимую стойкость высадочного инструмента.
ПОСЛЕДОВАТЕЛЬНОСТЬ ВЫСАДОЧНЫХ ОПЕРАЦИЙ

КОМПЛЕКТУЮЩИЕ КАТЕГОРИИ
ВЫСАДОЧНЫЙ ИНСТРУМЕНТ, ОБРЕЗНЫЕ МАТРИЦЫ, ШТАМПЫ И ОСНАСТКА
2-ПОЗИЦИОННЫЕ 4-УДАРНЫЕ ХОЛОДНОВЫСАДОЧНЫЕ АВТОМАТЫ
3-ПОЗИЦИОННЫЕ 6-УДАРНЫЕ ХОЛОДНОВЫСАДОЧНЫЕ АВТОМАТЫ
ОБОРУДОВАНИЕ ДЛЯ ВТОРИЧНОЙ ВЫСАДКИ КРЕПЕЖА, МЕТИЗОВ И ДЕТАЛЕЙ
ШЛИЦЕФРЕЗЕРНЫЙ СТАНОК ДЛЯ БОЛТОВ И ВИНТОВ
ПРОВОЛОКА ДЛЯ ВЫСАДКИ КРЕПЕЖА, МЕТИЗОВ И ДЕТАЛЕЙ
РЕЗЬБОНАКАТНЫЕ АВТОМАТЫ ДЛЯ ПРОИЗВОДСТВА БОЛТОВ
АВТОМАТ ДЛЯ СБОРКИ БОЛТОКОМПЛЕКТОВ
КОНВЕЙЕРНЫЕ ПЕЧИ ДЛЯ ЗАКАЛКИ/ОТПУСКА БОЛТОВ, ГАЕК И ВИНТОВ САМОНАРЕЗАЮЩИХ
ЛИНИЯ ЦИНКОВАНИЯ И ПАССИВАЦИИ КРЕПЕЖА В БАРАБАНАХ
Видео-презентация оборудования, инструмента и оснастки из Тайваня
Other Descriptions
- ОТПРАВИТЬ ЗАПРОС
info@solarbear.tw - Карта сайта
Copyright © 2018-2024 SOLAR BEAR ENGINEERING CO., LTD ИНН 55861024.
8F-1, No. 259, Section 1, Fuxing South Road, Daan District, Taipei City 10665, Taiwan
Тел: +886-928-477-076, WeChat: +886-920-747-857, эл. почта: info@solarbear.tw
Станки, метизное оборудование, инструмент из Тайваня для производства крепежа и калиброванного металлопроката.